PA 6 - PA 6.6 (Poliamida 6 Y 6.6)
Introducción
El nylon es un polímero artificial que pertenece al grupo de las poliamidas. Se genera por policondensación de un diácido con una diamina. El más conocido, el PA66, es por lo tanto el producto del ácido butandicarboxílico (ácido adipínico) y la hexametilendiamina.
Por razones prácticas no se utiliza el ácido y la amina sino soluciones de la amina y del cloruro del diácido. En el límite entre las dos capas se forma el polímero que puede ser expandido para dar el hilo de nailon.
El descubridor del nylon y quien lo patentó primeramente fue Wallace Hume Carothers. A la muerte de éste, la empresa Du Pont conservó la patente. Los Laboratorios Du Pont, en 1938, produjeron esta fibra sintética fuerte y elástica, que reemplazaría en parte a la seda y el rayón.
El nylon es una fibra textil elástica y resistente, no la ataca la polilla, no requiere de planchado y se utiliza en la confección de medias, tejidos y telas de punto, también cerdas y sedales. El nailon moldeado se utiliza como material duro en la fabricación de diversos utensilios, como mangos de cepillos, peines, etc.
Con este invento, se revolucionó en 1938 el mercado de las medias, con la fabricación de las medias de nailon. Las primeras partidas llegaron a Europa en 1945.

Nylon 6 y nylon 6,6, mostrando la dirección de los enlaces peptídicos, única diferencia estructural entre ellos.
El nailon (poliamida con estructura similar a la de la seda) había sido fabricado un tiempo atrás, y como no pareció tener ninguna propiedad especialmente útil y fue dejado de lado, sin ser patentado, continuando con la investigación sobre poliésteres, productos más fáciles de manipular. Trabajando con uno de estos materiales Julian Hill notó que si se acumulaba una pequeña bola de estos polímeros en el extremo de una varilla de vidrio y se estiraba la masa, ésta se extendía llegando a ser de una apariencia muy sedosa.
Esto atrajo su atención y la de los otros que trabajaban con él y se cuenta que un día, mientras Carothers había ido al centro de la ciudad, Hill y sus compañeros intentaron ver lo lejos que podrían llegar estirando una de estas muestras. Tomaron una bola pequeña en una varilla de agitar, bajaron corriendo al vestíbulo y la estiraron formando una larga cuerda. Fue haciendo esto cuando notaron la gran apariencia sedosa de los filamentos extendidos y se dieron cuenta que con el proceso efectuado la resistencia del producto se incrementó, supusieron que lo que estaba ocurriendo, a nivel submicroscópico, es que estaban reorientando las moléculas polímeras.
Debido a que los poliésteres con que estaban trabajando tenían punto de ebullición demasiado bajos para su utilización en productos textiles, regresaron a las poliamidas, que habían dejado a un lado, encontrando que estos materiales poliméricos, también podían ser estirados en frío para incrementar su resistencia a la tensión. Es así como se hicieron tejidos excelentes, filamentos y otros objetos moldeados a partir del fuerte polímero producido por el estirado en frío. La empresa Du Pont nunca tuvo una patente de la composición del material del nailon, sino que únicamente patentó el proceso del estirado en frío. Este proceso descubierto accidentalmente dio lugar al producto más importante que la Du Pont puso en el mercado.
En cuanto al polémico nombre del producto existen numerosas leyendas curiosas de mostrar:
Había dos ciudades en las que se esperaba que tuviese gran éxito este invento, y por las cuales le pusieron el nombre a la fibra: New York(Ny) y Londres(Lon).
Otros dicen que su nombre no es un juego de palabras, que no hace referencia a dos ciudades (Nueva York y Londres), que conjugadas en idioma inglés dan como resultado NyLon, sino que según John W. Eckelberry (DuPont), "nyl" es una sílaba elegida al azar y "on" es en inglés un sufijo de muchas fibras.
Otra versión dice que el nombre debería haber sido "no-run", indicando que las medias hechas por este material no se rompían con facilidad pero por razones jurídicas fue cambiado a Nylon.
Otra leyenda atribuye el nombre a abreviaciones de exclamaciones como “Now You Lousy Old Nipponese” (o “Now You Look Old Nipón”) en contra de los japoneses al tratarse de un sustituto de la seda que se había importado de China ocupada por los japoneses en la segunda guerra mundial.
Estructura química
Los nylons son unos de los polímeros más comunes usados como fibra. En todo momento encontramos nylon en nuestra ropa, pero también en otros lugares, en forma de termoplástico.

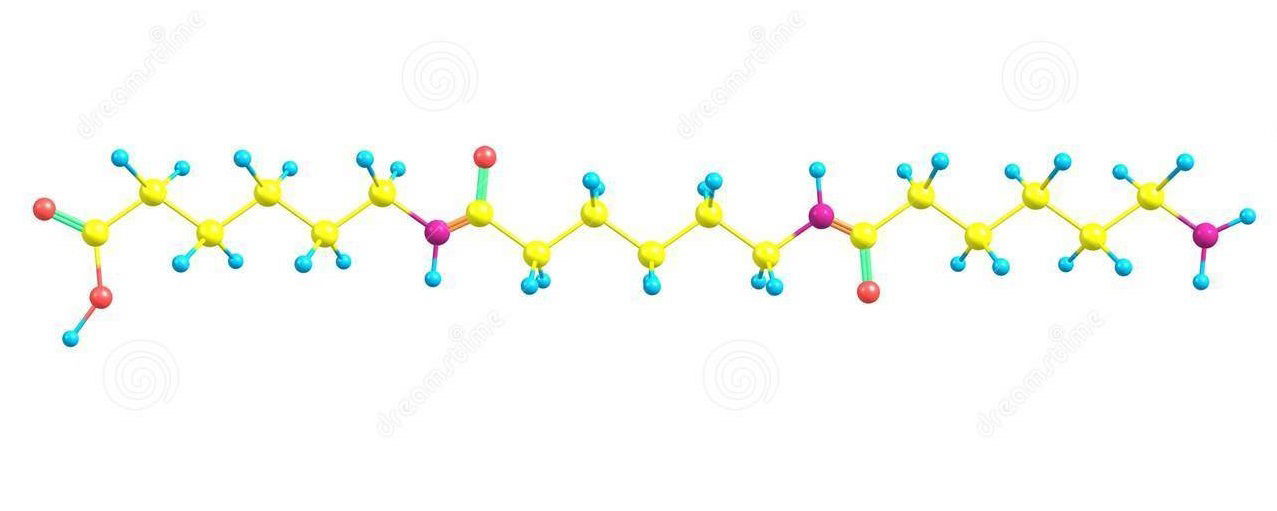
Los nylons también se llaman poliamidas, debido a los característicos grupos amida en la cadena principal. Las proteínas, tales como la seda a la cual el nylon reemplazó, también son poliamidas. Estos grupos amida son muy polares y pueden unirse entre sí mediante enlaces por puente de hidrógeno. Debido a ésto y a que la cadena de nylon es tan regular y simétrica, los nylons son a menudo cristalinos, y forman excelentes fibras.

El nylon se llama nylon 6.6, porque cada unidad repetitiva de la cadena polimérica, tiene dos extensiones de átomos de carbono, cada una con una longitud de seis átomos de carbono. Otros tipos de nylon pueden tener diversos números de átomos de carbono en estas extensiones.
Los nylons se pueden sintetizar a partir de las diaminas y los cloruros de diácido. El nylon 6.6 se hace con los monómeros cloruro del adipoilo y hexametilén diamina.

Ésta es una forma de hacer nylon 6.6 en el laboratorio. Pero en una planta industrial de nylon, se lo fabrica generalmente haciendo reaccionar el ácido adípico con la hexametilén diamina.

Otra clase de nylon es el nylon 6. Es muy parecido al nylon 6.6, excepto que tiene sólo un tipo de cadena carbonada, de seis átomos de largo.

Se hace a partir del monómero caprolactama, por medio de una polimerización por apertura de anillo. Haga clic aquí para descubrir más sobre este tipo de polimerización. El nylon 6 no se comporta de manera diferente al nylon 6.6. La única razón por la que se fabrican los dos tipos, es porque DuPont patentó el nylon 6.6 y otras compañías tuvieron que inventar el nylon 6 para poder entrar en el negocio del nylon.
 Nylon 6
Nylon 6

Nylon 6.6
Obtención de materias primas:
La hidrogenación catalítica de nitrilos y dinitrilos es uno de los métodos industriales más utilizados para la síntesis de una gran variedad de aminas. De entre estos procesos cabe destacar la hidrogenación del 1,6-hexanodinitrilo (adiponitrilo) para obtener 1,6-hexanodiamina (utilizada como comonómero en la fabricación del Nylon-6,6) y para obtener 6-aminohexanonitrilo que sirve para obtener la caprolactama, (utilizada en la fabricación del Nylon-6). El interés de estos procesos a nivel industrial queda claramente confirmado por el gran número de patentes registradas de ámbito mundial en los últimos años y todas ellas pertenecientes a grandes industrias químicas como BASF, Rhodia, Du Pont, DSM, etc.
Obtención del Nylon 6
El nylon 6 se obtiene a partir de una sola clase de monómero, llamado caprolactama.

El nylon 6 se obtiene calentando caprolactama a unos 250° C en presencia de aproximadamente 5-10% de agua. El oxígeno del carbonilo toma uno de los átomos de hidrógeno del agua.

El oxígeno del carbonilo cede un par de electrones al átomo de hidrógeno del agua, robándole ese hidrógeno al agua. Esto nos conduce a un carbonilo protonado y a un grupo hidroxilo libre. Pero primero, recordemos que ese oxígeno del carbonilo ahora tiene una carga positiva. Lo cual desestabiliza al oxígeno, de modo que toma un par de electrones del doble enlace del carbonilo, dejando la carga positiva sobre el átomo de carbono del carbonilo

Pero los carbocationes no son estables. El carbocatión atrae a los nucleófilos con el fin de compensar la carga negativa. Es entonces que, el ión hidróxido que se había formado cuando la caprolactama le robó un protón a una molécula de agua, ataca al carbocatión.

La molécula que se forma ahora es un gem diol inestable. Es decir que a continuación se produce un reordenamiento de electrones. El átomo de nitrógeno dona un par de electrones a un átomo de hidrógeno de uno de los grupos hidroxilo tomándolo para sí. Los electrones que compartía el hidrógeno con su oxígeno, pasan a formar un doble enlace entre el oxígeno y el átomo de carbono. Y por último, los electrones compartidos por el carbono y el nitrógeno se mudan hacia el nitrógeno, rompiendo el enlace carbono-nitrógeno.

El anillo se rompió y no hay más caprolactama! Ahora nos quedamos con un aminoácido lineal. Ese aminoácido lineal puede reaccionar con otra molécula de caprolactama, de forma muy parecida a como hizo el agua. La molécula de caprolactama se apoderará del hidrógeno ácido del aminoácido lineal. El oxígeno del carbonilo dona un par de electrones a ese hidrógeno, separándolo del aminoácido.

Tal como se esperaba, los electrones se reordenan para formar el carbocatión, igual que antes:

Este carbocatión es susceptible al ataque de un nucleófilo. En este caso el aminoácido que acaba de perder su hidrógeno ácido reacciona con el carbocatión.
 Esto nos da un derivado de amonio y éste en particular es sumamente inestable. Por lo tanto los electrones hacen su “juego”. El nitrógeno del anillo toma un hidrógeno del nitrógeno del amonio. Además, el enlace entre el carbono y el nitrógeno se rompe, abriendo el anillo.
Esto nos da un derivado de amonio y éste en particular es sumamente inestable. Por lo tanto los electrones hacen su “juego”. El nitrógeno del anillo toma un hidrógeno del nitrógeno del amonio. Además, el enlace entre el carbono y el nitrógeno se rompe, abriendo el anillo.

Ese grupo carboxilato en el extremo de la molécula va a robar el hidrógeno del alcohol.

Esto origina un nuevo grupo carbonilo en la mitad de la molécula y regenera el ácido carboxílico. (Un pequeño secreto: nadie sabe realmente el orden de los dos últimos pasos. Podrían ocurrir en sentido inverso. Sólo sabemos que los dos ocurren antes de que termine todo.) Es una polimerización por crecimiento de cadena. Ahora que tenemos otra vez el ácido, es seguro que reaccionará con otra molécula de caprolactama, y luego con otra y otra, hasta que obtengamos largas cadenas de nylon 6.

Obtención del Nylon 6,6
El nylon se obtiene por medio de una reacción de polimerización por crecimiento en etapas, y por una polimerización por condensación. El nylon se sintetiza a partir de diácidos y diaminas.
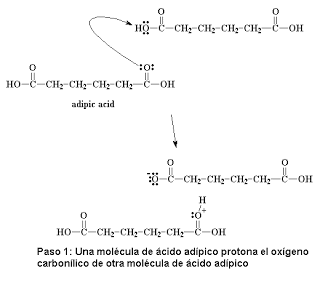
 Para hacer nylon 6,6 no se necesitan catalizadores, ya que los ácidos catalizan la reacción y créase o no, uno de los monómeros es precisamente un ácido. Entre dos moléculas de ácido adípico ocurre una pequeña reacción. Una le cede un protón al oxígeno del carbonilo de la otra.
Para hacer nylon 6,6 no se necesitan catalizadores, ya que los ácidos catalizan la reacción y créase o no, uno de los monómeros es precisamente un ácido. Entre dos moléculas de ácido adípico ocurre una pequeña reacción. Una le cede un protón al oxígeno del carbonilo de la otra.
Cuando el oxígeno del carbonilo es protonado, se vuelve mucho más vulnerable al ataque del nitrógeno de la diamina. Esto ocurre porque el oxígeno protonado porta una carga positiva. El oxígeno es inestable por tener una carga positiva. Entonces atrae hacia sí mismo los electrones que comparte con el carbonilo. Esto deja al carbono del carbonilo deficiente de electrones y listo para que el nitrógeno de la amina le ceda un par:

Entonces los electrones hacen su “juego”. Uno de los pares del doble enlace del carbonilo se desplaza totalmente hacia el oxígeno, neutralizando la carga positiva sobre ese átomo, pero ahora el nitrógeno queda con una carga positiva.

Por lo tanto obtenemos un “juego” electrónico aún más complicado. Los electrones provenientes del enlace oxígeno - hidrógeno, vuelven al oxígeno liberando el protón y regenerando el catalizador ácido. Entonces el oxígeno del carbonilo comparte sus nuevos electrones con el átomo de carbono, regenerando el doble enlace del carbonilo.
Luego el oxígeno del grupo hidroxilo hace un pequeño reordenamiento de electrones. Toma el par que comparte con el carbono y lo acapara para sí mismo, rompiendo el enlace entre él y el carbono. Luego dona un par de electrones al hidrógeno unido al nitrógeno.
El hidrógeno que ahora comparte un par electrónico con el oxígeno, ya no necesita mantener el par que comparte con el nitrógeno, de modo que deja escapar dicho par, dándoselo al nitrógeno. Este desplazamiento de electrones rompe el enlace entre el hidrógeno y el nitrógeno y elimina la carga positiva sobre ese nitrógeno. Se libera H2O y se genera un dímero conteniendo un enlace amida.
¿Qué hace este dímero? Fíjese bien y verá que tiene un grupo ácido en un extremo y un grupo amino en el otro. Esto significa que puede reaccionar con una molécula del diácido o una molécula de la diamina. Sea como fuere se obtiene un trímero.

El dímero, también puede reaccionar con otros dímeros para formar un tetrámero. O puede reaccionar con un trímero para formar un pentámero y a su vez reaccionar con oligómeros más grandes. Finalmente, cuando esto sucede, los dímeros se transforman en trímeros, tetrámeros y oligómeros más grandes y estos oligómeros reaccionan entre sí para formar oligómeros aún más grandes. Esto sigue así hasta que se hacen lo suficientemente grandes como para ser considerados polímeros.

Para que las moléculas crezcan lo suficiente como para ser consideradas polímeros, se debe hacer esta reacción bajo vacío. En este caso, todo el subproducto agua se evaporará y será eliminado del medio de reacción. Debemos deshacernos del agua debido a una pequeña regla llamada Principio de Le Chatelier.
La reacción no necesita un catalizador ácido para llevarse a cabo; la razón por la que se sabe esto, es que cuando nos acercamos al final de la polimerización, donde no hay muchos grupos ácidos remanentes para comportarse como catalizadores, la reacción aún prosigue. Es decir, la amina puede reaccionar con los ácidos carboxílicos no protonados. Si no fuera así, no se podría obtener nylon 6,6 de alto peso molecular sin un catalizador externo, ya que la reacción se detendría a conversiones más altas, cuando no haya suficientes grupos ácidos para actuar como catalizadores.

Los nylons también pueden obtenerse a partir de una diamina y un dicloruro de ácido:
Esta reacción sigue el mismo mecanismo, pero aquí sí se necesita agregar trazas de ácido que actúen como catalizador. (Cuando usted obtiene nylon de la otra forma, el ácido adípico actúa como catalizador). Además, se produce HCl gaseoso como subproducto, en lugar de agua.
Nylon 66
El Nylon 6,6 también llamado nylon 66, es resistente, translúcido blanco, semicristalino, un material de alto punto de fusión (255 ºC).
Propiedades físicas y mecánicas del nylon 66
Valores típicos
Propiedades Físicas | Método de prueba ASTM | Unidades | Nylon 6 / 6 | Nylon 6 / 6 GF30 |
Densidad | D792 | lbs / cu in | 0,0412 | 0,0488 |
Peso específico | D792 | ---- | 1.14 | 1.35 |
La absorción de agua, las 24 horas, 73 ° F (23 ° C) | D570 | % | 8.5 | 0.7 |
Propiedades mecánicas | Método de prueba ASTM | Unidades | Nylon 6 / 6 | Nylon 6 / 6 GF30 |
Resistencia a la tracción 73 ° F | D638 | psi | 12400 | 27000 |
Alargamiento 73 ° F | D638 | % | 90 | 3 |
Resistencia a la flexión, 73 ° F | D790 | psi | 17000 | 39100 |
Módulo de flexión, 73 ° F | D790 | psi | 4.1 X 10 5 | 12 X 10 5 |
Resistencia al impacto Izod, con muesca, 73 ° F | D256 | ---- | R120 - M79 | M101 |
Dureza Rockwell | D785 | ft-lbs/in. | 1.2 | 2.1 |
Propiedades Térmicas | Método de prueba ASTM | Unidades | Nylon 6 / 6 | Nylon 6 / 6 GF30 |
La deflexión de calor | D648 | grados F | 455 | 490 |
A largo plazo Max.Temperature | ---- | grados F | 170 | 230 |
Coeficiente de expansión térmica lineal | ver más abajo | |||
-20 A -200 ° F | D696 | in / in / ° F | 4,5 x 10 -5 | 1.2 X 10 5 |
Propiedades eléctricas | Método de prueba ASTM | Unidades | Nylon 6 / 6 | Nylon 6 / 6 GF30 |
Resistividad de volumen, 73 ° F | D257 | ohm-cm | 10 15 | 10 15 |
La constante dieléctrica, 60 Hz, 73 ° C y 50% HR | D150 | ---- | 4.0 | ---- |
Resistencia dieléctrica | D149 | V / mil | 600 | 530 |
Nylon 6/6 GF30: es nylon con un refuerzo de 30 % de fibra de vidrio
Ingredientes del nylon 66
Como hemos visto, el nylon 6,6 es producto de la reacción de ácido adípico y hexametilenediamina. La fabricación de los productos intermedios para las poliamidas es sumamente importante, no sólo es la calidad del polímero, como color, el grado de polimerización, y linealidad fuertemente dependiente de la calidad del ingrediente, sino también el éxito económico del productor es a menudo determinado por los rendimientos y el costo de fabricación de los ingredientes.

El ácido adípico tiene una amplia variedad de usos comerciales además de la fabricación del nylon 6,6, y así es un químico industrial común. Muchos caminos para su fabricación se han desarrollado durante los últimos años, pero la mayoría de los procesos en uso comercial procede a través de una oxidación de dos pasos del ciclohexano o uno de sus derivados. El ciclohexano normalmente se oxida con aire a temperaturas elevadas en presencia de un catalizador conveniente, se produce una mezcla de ciclohexanona y ciclohexanol en el primer paso, ketona-alcohol normalmente abreviado KA o aceite de KA:
En el segundo paso, el KA es oxidado por ácido nítrico a ácido adípico que está separado, normalmente purificado a través de la cristalización y secado.
Virtualmente todas las hexametilenediaminas fabricadas se usan en la producción de nylon-6,6, con una cantidad pequeña para producir diisocianatos Éste se produce vía la reducción de adiponitrilo (ADN).
La reacción de reducción es exotérmica generalmente se lleva a cabo en un proceso de alta o baja presión. En el proceso de presión alta, el catalizador es cobalto o hierro se usa a 20-35 MPa (3000-5000 psi) y una temperatura de 100-150 ’C. El proceso de baja presión usa un catalizador de níquel Raney que contiene hierro o cromo activado por sodio o hidróxido de potasio en solución y opera a una presión de 2-3.5 MPa (300-500 psi) y una temperatura de 60-100 ºC (Raney es una marca de fábrica registrado de W. R. Grace Co.). Aunque la temperatura y rangos de presión están sustancialmente reducidos en el proceso de baja presión y así la inversión importante también es reducida, la productividad es más baja y los costos del catalizador son más altos que para los procesos de presión alta.
Existen tres caminos comerciales con ADN en uso. El primer método, hidrocianacion directa de 1,3-butadieno, ha reemplazado un proceso más viejo, cianacion vía la reacción de cianuro de sodio con 1,4-diclorobutano debido al costo más bajo y menos productos desechados del nuevo proceso. Durante los pasos iniciales del proceso de hidrocianacion directo; una mezcla de dos isómeros se genera, pero el isómero echado se convierte prontamente a lineal 3-pentenonitrilo.
En el paso final, el dinitrilo se forma de la adición antiMarcovnicov de cianuro de hidrógeno a la presión atmosférica y 30-150 ºC en la fase líquida con un catalizador de Ni(0). El derivado principal, 2-metilglutaronitrilo, cuando es hidrogenado usando un proceso similar que para la conversión de ADN a hexametilenediamina, produce 2-metil-1,5-pentanediamina o 2-metilpentametilene-diamina que también se usa en la fabricación de poliamidas como un comonómero. En el segundo método para producir ADN, conocido como electrohidrodimerizacion, dos moles de acrilonitrilo se combina e hidrogena en una célula electroquímica donde las dos medio - celdas están separadas por una membrana.
En el proceso de la segunda generación, la membrana no se necesita para separar las dos reacciones en las medio - celdas; en cambio, una finamente dividida emulsión de las dos fases que consiste en una fase orgánica que contiene acrilonitrilo y ADN se suspende en la fase acuosa que contiene Na2HPO4, una sal del tetraalquilamonio, y acrilonitrilo. Los electrodos pueden ser grafito y magnetita o más recientemente, cadmio y hierro. En el tercero, el ácido adípico se convierte a ADN vía la dehidroaminacion con NH3 (gas) o en fase líquida; se usa un catalizador para la deshidratación, normalmente ácido fosfórico.
Producción del polímero
Se usan tres procesos para producir nylon-6,6. Dos de éstos empiezan con la sal de nylon 6,6, la combinación de ácido adípico y hexametilenediamina en agua, ellos son procesos batch o en autoclave o procesos de polimerización continuos. El tercero, el proceso de polimerización de fase sólida, comienza con pellets de bajo peso molecular normalmente hechos vía autoclave, y continúa aumentando el peso molecular del polímero en un gas inerte calentado, a temperatura tal que nunca alcance el punto de fusión del polímero.
La sal de nylon 6,6, adipato de hexametilenediamonio, es hecho agregando ácido adípico a una solución de hexametilenediamina en agua. La diamina normalmente se guarda a aproximadamente 85% de la concentración en agua para guardarlo en el estado líquido para la facilidad de manejo y cubierto con un gas inerte, N2, para prevenir la oxidación y la formación de color. La diamina se diluye antes de la reacción para que la concentración final de sal tenga casi 50 %. A esta solución, con un ligero exceso de diácido se agrega y completamente se disuelve y neutraliza; entonces, en un segundo reactor, el resto se agrega para alcanzar el deseado equilibrio estequiométrico. El punto final es determinado con mucha precisión vía la medida del pH en una muestra diluida. En el pasado la solución de sal se filtraba entonces; a través del carbón de leña activado para quitar color e impurezas, pero en los años noventa la calidad de los materiales de arranque y el grado de mando del proceso ha eliminado la necesidad por este paso. Esta solución de sal se mantiene bajo gas inerte hasta que se envíe al proceso de polimerización. La dilución de los ingredientes y la reacción exotérmica (110 kJ/mol (26.4 kcal/mol)) genera calor que puede recuperarse y puede usarse en otros pasos en el proceso. Si la sal seca será aislada de la solución, puede ser precipitado por la adición de metanol, lavado, filtrado, y secado, ya que su solubilidad en alcohol es baja (0.4% a las 25’C). Un método alternativo se ha desarrollado para producir sal seca en un proceso continuo usando una solución saturada de sal de nylon-6,6 de la sal sólida puede ser precipitada ajustando la temperatura y concentración. El ácido adípico esta disuelto en el reciclado, solución acuosa saturada de sal de nylon a aproximadamente 60 ºC bajo nitrógeno. Cuando la diamina se agrega como una solución acuosa al 85%, la sal adicional se forma la mayoría que precipita fuera de la solución, y los aumentos de temperatura. La mezcla es enfriada y precipita la máxima cantidad de sal. Esto es separado por centrifugación; la sal aislada se lava entonces y se seca. El licor madre se recalienta y recicla. La sal seca es bastante estable; puede usarse para transportar ingredientes para nylon-6,6 en distancias largas, y no exige una atmósfera inerte para prevenir degradación. Sin embargo, nunca se usa internamente para la producción de nylon-6, 6, porque el diácido-diamina puro o la solución de sal tienen un costo industrial más bajo.
En el primer paso del proceso del autoclave, la solución de sal se concentra a aproximadamente 75% normalmente hirviendo en un vaso llamado evaporador. El calor contenido en el vapor generado en este paso puede recuperarse en un intercambiador de calor y puede usarse en otra parte en el proceso. Después de que la sal se concentra, se alimenta en un autoclave que son grandes y a veces agitados bajo presión, donde la polimerización tiene lugar. A menudo los aditivos, como TiO2, los estabilizadores, etc., se inyectan a estas alturas en el proceso. Durante la polimerización, se ajustan la temperatura y presión y controlan la pérdida de diamina y vapor. En el primer paso del ciclo del autoclave el vaso está cerrado y la temperatura se aumenta, que permite aumentar la presión a 1.75 MPa (250 psig). Durante este paso, la mayoría de la diamina y el diácido reacciona para formar oligómeros. Después de que la masa hirviente se sostiene a presión durante un tiempo suficiente para que la reacción llegue al equilibrio, el vapor en exceso se extrae y la reacción de la polimerización provoca un aumento de peso molecular. Como resultado del equilibrio entre la diamina ligada y la no ligada, la diamina libre se pierde con el vapor pero puede recuperarse y puede reciclarse. En el paso final, la temperatura se eleva a 275ºC mientras la presión se sostiene a presión atmosférica. La polimerización entonces se aproxima al equilibrio. Un vacío adicional, es el paso de acabado y puede agregarse si todavía se desea un polímero de peso molecular más alto; sin embargo, este paso del proceso puede llevar a complicaciones como decoloración, que es el resultado de la oxidación, degradación térmica y la dificultad de agotar la masa del polímero del vaso que tiene la viscosidad más alta. Después de que la polimerización se completa, el polímero se extrae del autoclave a través de un dado que forma una serie de cuerdas del polímero continuas. Éstos se alimentan en una máquina que modela y refresca el polímero en agua, se corta en pellets cilíndricas pequeñas, y se separan del agua. Los pellets están, entonces, secos y se guardan para un proceso posterior o venta. Las ventajas del proceso del autoclave son inversión relativamente baja, flexibilidad, y el funcionamiento relativamente simple. Las desventajas son bajas producciones, costos de mano de obra altos, la variación de propiedades del polímero a través del lote y del lote al lote, y las dificultades para obtener el polímero de peso molecular alto.
La polimerización continua (CP): el proceso fue inventado para salvar las limitaciones inherentes al proceso de lotes. El proceso hace uso de varios vasos a través de los que el polímero fluye mientras crece en peso molecular. En una unidad de CP moderna, se introduce sal de nylon en el primer vaso que funciona como un evaporador concentrándose la solución de sal. Se alimenta entonces en el fondo de un reactor de columna presurizado, donde la reacción de la polimerización inicial tiene lugar. La columna permite al vapor que se produce como un derivado ser quitado sin la pérdida de hexametilendiamina. Después de un tiempo de residencia conveniente, el polímero de peso molecular más alto se produce y entonces se bombea al flasher, un vaso diseñado para bajar la presión de la masa del polímero mientras el vapor escapa del polímero. El flujo a través del flasher es bastante complejo porque hay dos fases con presión decreciente y la temperatura creciente. Del flasher, el polímero entra en el separador a una presión ligeramente sobre la atmosférica y a una temperatura de aproximadamente 275 ºC. En el separador, el vapor de agua está separado del polímero que ha alcanzado aproximadamente 98% de reacción. El polímero se bombea entonces en el terminador de vacío que mantiene la presión a aproximadamente 40 KPa (300 mm Hg). El examen final, grado de polimerización, se completa en el terminador. El polímero final se bombea del fondo del terminador y se envía directamente a una máquina que hila o a un dado para el pelletizado. La adición de los aditivos puede hacerse en varios puntos a lo largo del proceso CP como en la sal inicial, el flasher, o después del terminador. Las ventajas del CP son volúmenes de producción altos, continuos, propiedades del polímero uniformes, y la habilidad para producir un peso molecular alto y costo bajo, un polímero de volumen alto. Sus desventajas son inversión alta y complejos funcionamiento y mantenimiento.
Un camino alternativo al polímero de peso molecular alto es el proceso de polimerización de la fase sólida (SPP). Hay dos tipos básicos de procesos SPP: por lotes y continuo. El proceso batch consiste en un secador rotatorio que opera a una temperatura más alta bajo una atmósfera de humedad controlada y gas inerte. En el proceso de SPP continuo, se introducen pellets en un vaso donde son lentamente calentados a aproximadamente 100 ºC bajo nitrógeno. En este paso, la mayoría del oxígeno atmosférico es absorbido por los pellets durante la formación, y los pellets se secan uniformemente al nivel de humedad inicial. Los pellets se alimentan entonces en el vaso de SPP que es un reactor de flujo continuo grande, vertical con un medidor de flujo de gas de nitrógeno caliente. El nivel de humedad se ajusta en el gas caliente para controlar el nivel de humedad final en los pellets y la proporción de polimerización. Las condiciones del reactor típicas son la temperatura de 150-200 ºC y un tiempo de permanencia de 6-24 h. Los pellets terminados son removidos por el fondo del reactor y pueden ser enviados directamente a un extrusor para hilar o componer, o a un refrigerador y entonces empaquetados o almacenados para la venta futura. Un componente importante de un reactor de SPP, sea por lote o continuo, es el gas de reflujo. Porque se necesitan cantidades grandes de nitrógeno, el gas reciclado es esencial. Como el gas abandona el reactor por la cima, contiene humedad adicional y materiales orgánicos, oligómeros principalmente cíclicos que deben quitarse antes que el gas se reuse. Después de que el gas se recicle, el nivel de humedad debe reajustarse y el gas recalentado al nivel requerido en el proceso. El proceso de SPP tiene la ventaja de ser capaz de producir polímero de peso molecular muy alto sin aumentar la degradación térmica del polímero. Aunque esto es útil para nylon 6,6, puede ser para otros tipos de poliamidas que no pueden procesarse en fase fusionada por la degradación térmica, Desgraciadamente, esto se hace a costa de tiempos de permanencia largos en el proceso continuo o en un paso lento en proceso batch. Además, el daño de oxidación térmica siempre crece en el polímero junto con el aumento en color amarillo, porque el oxígeno nunca puede ser excluido completamente del reactor a un costo práctico. Otra desventaja es la inversión adicional en capital sobre la necesaria para autoclaves o unidades de CP.
Propiedades del Nylon
Un grupo de propiedades difíciles de medir cuantitativamente están asociadas a la estética, el estilo y el valor percibido. En indumentaria, pueden mencionarse la suavidad de los géneros, el movimiento, la reflexión de la luz y el confort. En alfombras, pueden incluirse la firmeza, el brillo y su grado de similitud con la felpa.
Otro grupo de propiedades son más fáciles de medir por métodos convencionales, como la tenacidad, la resistencia a la abrasión, la recuperación desde la deformación, el creep y la resistencia a cambios ambientales.
En algunos casos es difícil determinar si un comportamiento determinado resulta primariamente de la estructura química y física o si es consecuencia del proceso de fabricación. Por ejemplo, la estabilidad térmica en hilado para neumáticos se relaciona con el estabilizante térmico utilizado, pero la adhesión y la flexibilidad se ven afectados por el proceso de terminación o acabado de la fibra, así como por la estructura química.
Propiedades mecánicas
Densidad lineal
Tex es el peso en gramos de 1000 m. de hilado.
Denier es el peso en gramos de 9000 m de hilado.
Tenacidad
Es la resistencia a la tensión en la rotura. Se expresa como fuerza por unidad de densidad lineal, por ejemplo, N/tex o gf/den.
Tenacidad de la ligadura
Es la resistencia a la tensión requerida para la rotura de una hebra simple de hilado en la cual se ata un nudo entre las mordazas de prueba. Se expresa como fuerza por unidad de densidad lineal y es una medida aproximada de la fragilidad del hilado.
Resistencia a la rotura
Es la carga máxima en gramos requerida para la rotura de una fibra.
Resistencia a la tensión
Es el máximo esfuerzo por unidad de área expresado en KPa o MPa. Se calcula como:
Resistencia a la tensión (MPa) = Tenacidad (N/tex) x Gravedad específica x 1005
Elongación en la rotura
Es el incremento en longitud durante una prueba de tensión. Se expresa como porcentaje de la longitud original.
Módulo de elasticidad
Es la carga requerida para estirar una muestra de una unidad de área de sección transversal por unidad de cantidad. Se expresa como el cociente incremental de la carga en la porción recta inicial de la curva tensión - elongación extrapolada al 100 % de elongación de la muestra. El creep primario y secundario, el grado de cristalinidad y orientación, las condiciones de producci6n y proceso, temperatura y humedad tienen una influencia notoria en el módulo de elasticidad.
Modulo de estiramiento
Se calcula como:
Módulo de estiramiento = Módulo de elasticidad /100
Trabajo para la rotura
Es el trabajo requerido para la rotura del material. Es proporcional al área total bajo la curva de tensión - elongación.
Tenacidad de rotura
Es el trabajo requerido por unidad de densidad lineal para la rotura del material, Se calcula dividiendo el trabajo para la rotura por tex (denier).
Limite elástico:
Es el punto sobre la curva de tensión - elongación donde la carga y la elongación dejan de ser directamente proporcionales.
Creep
Es el cambio en la forma del material sujeto a esfuerzo y depende del tiempo. El creep primario es la componente recuperable, y el creep secundario es la componente irrecuperable.
Elasticidad
Es la capacidad del material de recuperar su tamaño y forma luego de la deformación.
Curva esfuerzo - elongación
Bajo condiciones normales, las curvas de esfuerzo - elongación de una hilada o fibra de nylon bien orientado muestran una porción inicial recta en la cual el esfuerzo y la elongación son proporcionales. La curva luego muestra la deformación de la estructura de la fibra y se indica por la curva en forma de S: primero cóncava al eje de esfuerzo, luego una forma cóncava al eje de elongación hasta el punto de rotura. Cuando se extiende una fibra de nylon, las fuerzas intermoleculares que impiden que la fibra se encoja se oponen a esta extensión. Esta elasticidad de corto rango produce la porción recta inicial de la curva. En esta región, la fibra puede retornar a su longitud inicial si se le quita el esfuerzo. Si se extienden aún más las porciones de las moléculas de la cadena, la red de moléculas se orienta. Las cadenas se enderezan y quedan más cercanas entre sí, tal que los enlaces intermoleculares se vuelven más efectivos (enlaces con hidrógeno y fuerzas de Van der Waals). La fibra pasa a una región de deformación en la cual los segmentos moleculares no pueden regresar a su configuración inicial luego del cese del esfuerzo. El principal mecanismo responsable de la fuerza, la cual resiste la elongación más allá del límite elástico, es la tendencia de las moléculas de la cadena en la región amorfa a asumir una configuración random por la tendencia a la máxima entropía, Las regiones cristalinas también obstaculizan el movimiento de las cadenas. La suma de todas estas fuerzas y la resistencia al movimiento de las cadenas iguala al esfuerzo total requerido para la rotura de la muestra. Las propiedades de esfuerzo-deformación del nylon depende en gran medida de la velocidad del proceso de hilado y de el grado de estiramiento. Fundamentalmente, las propiedades son controladas por la morfología íntima de las fibras, especialmente de la orientación cristalina y la orientación amorfa.
Creep y recuperación
El tiempo es uno de los factores más importantes en el mecanismo de la recuperación elástica, Cuando se aplica una carga a una fibra, ésta sufre una extensión instantánea y continúa extendiéndose o sufriendo creep en el tiempo. Cuando se retira la carga, hay una recuperación instantánea de parte de la extensión seguida de una contracción o recuperación tardía por un periodo de tiempo. Cuando la recuperación es incompleta, la parte residual se denomina disposición permanente. El CREEP es la extensión en función del tiempo bajo una carga aplicada y la RECUPERACIÓN es el proceso inverso.
El nylon muestra inicialmente una recuperación rápida que ocurre en unos pocos minutos luego del cese de la carga. Comparado con otras fibras, el hilado de nylon tiene un notable grado de elasticidad y recuperación frente a altas cargas y extensiones.
Propiedades relacionadas con la hebra o fibra:
Las salientes contribuciones de la fibra de nylon para alfombras, indumentaria y tapizados son su resistencia a la abrasión y su baja absorción de la humedad. La primera propiedad incrementa durabilidad de la estructura textil, y la segunda contribuye al secado rápido. La fuerza del filamento continuo de nylon, que hace al nylon tan sobresaliente en aplicaciones industriales (cuerdas y tejidos), no es deseable en la fibra utilizada para indumentaria. La fibra de nylon tipo hebra es producida con una tenacidad de 0.3-0.4 N/tex y una extensión del 50-100%. La mayor parte de las atrás propiedades de las hebras de nylon difieren muy poco de las correspondientes al nylon de filamento continuo, Existe muy poca diferencia entre las características del nylon-6 y las del nylon-6,6.
Propiedades térmicas y relativas a la humedad
El comportamiento térmico de la fibra de nylon y los efectos interrelacionados con la humedad tienen una influencia considerable en las propiedades físicas. Estas son básicas en la producción de la fibra.
Las propiedades térmicas y de resistencia a la luz son en gran medida producto de los estabilizantes específicos utilizados y de ciertos aspectos del proceso de hilado.
Estabilización a la luz y el calor
Luz
En la presencia de luz, el dióxido de titanio, comúnmente utilizado como un realzador del brillo, reacciona con el oxígeno para formar peróxido, autocatalíticamente, y el peróxido degenera poliamidas en la ausencia de estabilizantes como las sales de manganeso. Se utilizan también aditivos como ácidos hipofosforosos, fosfitos y fosfatos.
Calor y luz
Los principales productos gaseosos de la pirólisis del nylon-6,6 son el agua, el dióxido de carbono y el amoníaco. Las sales de cobre son los estabilizantes más usados para fibras sin brillo para evitar la degradación por calor y luz. Las sales generalmente se agregan antes de la polimerización.
Estabilización contra la pérdida de resistencia a alta temperatura bajo altas cargas
Uno de los factores fundamentales que han hecho posible la producción de hilados para neumáticos de nylon 6,6 es la capacidad de incrementar la temperatura de ruptura bajo altas cargas. Se emplean para su estabilización los compuestos de 9,9 dialquilhidroacridina, que se agregan en un % en peso de 0.4-1.0 respecto del monómero antes o durante la polimerización. Las bases de Schüf también imparten buenas propiedades térmicas bajo carga.
Estabilización contra la desorientación por calor en líquidos
La desorientación de las poliamidas en presencia de temperaturas de vulcanización en neumáticos es un problema de significante importancia. Esta desorientación es producida durante el tiempo en el cual los hilados para neumáticos son expuestos a la humedad en baja carga durante la vulcanización, o cuando se libera la presión luego de la vulcanización. El problema puede ser parcialmente solucionado manteniendo algo de tensión en la cuerda al final de cese de la presión. También puede evitarse parcialmente minimizando el contenido de humedad de las fibras para neumáticos antes de la vulcanización.
Estabilización contra la degradación por calor y humedad
Los filamentos de nylon sin estirar tanto del nylon 6,6, son susceptibles de degradación en condiciones de humedad a 50 - 90C. La exposición a 8-hidroxiquinolina protege efectivamente contra la degradación.
Propiedades eléctricas
La conductividad eléctrica del nylon es muy baja. La conductividad se incrementa con el contenido de humedad; su valor para el hilado de nylon 6,6 se incrementa en muchos órdenes de magnitud para un incremento de la humedad de 0 a 100 %.
Las propiedades aislantes del nylon se manifiestan en la capacidad de acumular cargas eléctricas estáticas. Pueden generarse fácilmente tanto cargas positivas como negativas sobre la superficie por rozamiento o con sustancias apropiadas, seguidas de separación. Estas cargas no se disipan fácilmente. La combinación de la facilidad de formación y dificultad en la pérdida de cargas electrostáticas es una característica desfavorable en el nylon, que posee baja retención de humedad.
El incremento de humedad relativa y la incorporación de ciertas sustancias en el polímero fundido antes del proceso de hilado, ayudan a disipar las cargas estáticas.
Los valores de las constantes eléctricas del nylon 6 son aproximadamente similares a las del nylon 6,6, excepto por la constante dieléctrica que es menor en el nylon-6,6.
Propiedades físicas
Estructurales: Las poliamidas son polímeros lineales y, por consiguiente, materiales termoplásticos. Dichos polímeros cristalizan y mantienen una alta atracción intermolecular. Estos compuestos también contienen segmentos de cadena alifáticos, los cuales en función de su longitud, dan mayor o menor flexibilidad a la región amorfa. De esta forma, la combinación de, por una parte alta atracción intermolecular en las zonas cristalinas y, de otra, la flexibilidad impartida por los segmentos hidrocarbonados en las zonas amorfas, confieren a los polímeros una alta tenacidad por encima de la temperatura de transición vítrea aparente.
Cristalinidad: Los homopolímeros de poliamida lineal consisten en fases cristalinas y amorfas. Comercialmente se estima una mezcla del 40 al 50 % en peso de fase cristalina. La medida promedio del cristal de poliamida ha sido determinada por escaneo de rayos X de pequeño ángulo y de ángulo amplio y depende de la historia térmica y mecánica del polímero. La macroestructura de volúmenes de poliamidas son usualmente no orientadas y esféricas.
Solubilidad: en general, los homopolímeros de poliamidas alifáticas son insolubles en solventes orgánicos comunes a temperatura ambiente. Sin embargo, sí lo son en ácido fórmico, fenoles, ácido clorhídrico, ácidos minerales y alcoholes fluorados. Los copolímeros de poliamidas alifáticas son más solubles.
Degradación de poliamidas
Hidrólisis
Es la reacción inversa a la amidación. Como consecuencia, si el agua no es removida desde la masa de la reacción, la reacción de la poliamida eventualmente llega a un equilibrio y el peso molecular del polímero es limitado. En algunos procesos de polimerización, el vacío es aplicado para la mezcla y el peso molecular puede continuar creciendo. La reacción de hidrólisis generalmente es lenta a temperatura ambiente, pero es acelerada a altas temperaturas y es catalizada por ácidos o bases.
Usos y aplicaciones del Nylon
Los nylons también se llaman poliamidas, debido a los característicos grupos amida en la cadena principal. Las proteínas, tales como la seda a la cual el nylon reemplazó, también son poliamidas. Estos grupos amida son muy polares y pueden unirse entre sí mediante enlaces por puente de hidrógeno. Debido a esto y a que la cadena de nylon es tan regular y simétrica, los nylons son a menudo cristalinos, y forman excelentes fibras.
El verdadero éxito del nylon vino primeramente con su empleo para la confección de medias femeninas, alrededor de 1940. Fueron un gran suceso, pero pronto se hicieron muy difíciles de conseguir, porque al año siguiente los Estados Unidos entraron en la Segunda Guerra Mundial y el nylon fue necesario para hacer material de guerra, como cuerdas y paracaídas. Pero antes de las medias o de los paracaídas, el primer producto de nylon fue el cepillo de dientes con cerdas de nylon.

Los nylons han encontrado campos de aplicación como materiales plásticos en aquellos sectores o usos particulares donde se requiere más de una de las propiedades siguientes: alta tenacidad, rigidez, buena resistencia a la abrasión, buena resistencia al calor. Debido a su alto costo no han alcanzado, naturalmente, la aplicabilidad de materiales tales como polietileno o poliestireno, los cuales tienen un precio tres veces más bajo que el del nylon.
Las aplicaciones más importantes de los homopolímeros se encuentran en el campo de la ingeniería mecánica. Aplicaciones bien establecidas son las siguientes: asientos de válvulas, engranajes en general, excéntricas, cojinetes, rodamientos, etc... Además de las propiedades ventajosas señaladas en líneas anteriores, las piezas de nylon pueden funcionar frecuentemente sin lubricación, son silenciosas, pudiendo en muchos casos moldearse en una sola pieza evitándose el ensamblado de las diferentes piezas metálicas o el uso de máquinas caras con la consiguiente pérdida de material.


Desde hace ya algunos años los nylons cuentan con un fuerte competidor, las resinas acetálicas, las cuales presentan superior resistencia a la fatiga, mayor resistencia a la fluencia y también mayor resistencia al agua que las poliamidas. Bajo condiciones medias de humedad, los nylons son superiores en resistencia al impacto y en resistencia a la abrasión. Cuando se considera que un nylon es apropiado para una determinada aplicación, es necesario antes de elegir el tipo de poliamida, tener en cuenta las propiedades mecánicas, la resistencia al agua y la facilidad de procesado de los mismos. Así, el nylon 6,6 presenta las mejores propiedades mecánicas, pero, por otra parte, es el que presenta mayores dificultades de procesado y tiene un valor de absorción de agua alto. El nylon 6 es el más fácil de procesar, tiene propiedades ligeramente inferiores al nylon 6,6.
En medicina y farmacia se utilizan objetos moldeados y esterilizables fabricados con poliamidas. Debido a su durabilidad, y a pesar de su mayor costo, los peines de nylon para el cabello han encontrado una amplia aceptación.

Las películas de nylon se emplean cada vez más en aplicaciones de embalaje para productos alimenticios y farmacéuticos. El valor del nylon para estas aplicaciones estriba en la posibilidad de hervir la bolsa con los alimentos dentro y en la baja transmisión del olor. Se producen películas multicapa con poliamida. Lo que confiere, a la película, propiedades barrera contra gases, olores, resistencia al calor, buenas propiedades mecánicas y buena termoformabilidad.
Aunque los nylons no se consideran generalmente como aislantes, debido a su tenacidad, y en cierto grado a su resistencia a la temperatura, se han abierto camino en este sector (arrollamientos y bobinas, y bloques terminales). Las ventajas que presentan en ciertos aspectos las resinas acetálicas y los policarbonatos han mermado considerablemente la aplicabilidad del nylon en este campo del aislamiento eléctrico.
Las poliamidas se emplean en la elaboración de hilos o filamentos según tres procesos: seco húmedo y a partir de la hilatura de masa fundida. Se les emplea en el moldeo de piezas técnicas por inyección y para fabricar perfiles, láminas y películas por extrusión



Todo NYLON que se precie de tener una mínima calidad ha de ser estabilizado, o sea, calentado en hornos de atmósfera controlada con nitrógeno a temperatura cercana a la fusión durante varios días para eliminar las tensiones internas que evita que salgan fisuras al mecanizar.
Todas las poliamidas absorben agua con el tiempo. La colada menos, aunque suficiente, para tener que prever unas variaciones dimensionales importantes y agravadas por el alto coeficiente de dilatación que en general tienen todos los plásticos sin excepción. Esta propiedad requiere tener un gran cuidado con las medidas finales y prever unas tolerancias, dependientes de la temperatura, que en cojinetes y casquillos como mínimo debe ser del 3% del espesor del casquillo. De lo contrario, hay peligro de deterioro puesto que el gripaje no existe en los plásticos.
La velocidad de deslizamiento máxima, sin lubricación del NYLON sobre el acero depende de la carga. Para cargas pequeñas no se puede pasar jamás de 2m/s (velocidad lineal), aunque se recomienda quedarse a la mitad.
Las poliamidas con carbón-grafito, aceite, o bisulfuro de molibdeno, son recomendadas para aplicaciones en casquillos o guías de deslizamiento con una cierta garantía de funcionamiento para la obtención de unos resultados inmejorables.
Hay diferentes tipos de poliamidas y cada una tiene características propias, que hacen del material un material con características propias.
Características de las poliamidas
El Nylon 6 o Poliamida 6
Es el más conocido y utilizado de los plásticos técnicos.
Posee excelentes propiedades mecánicas, eléctricas, térmicas, químicas, y la posibilidad de ser modificado con aditivos (MoS2). El MoS2 es disulfuro de molibdeno, utilizado como aditivo lubricante.
Características principales:
- Alta resistencia mecánica, rigidez, dureza y tenacidad
- Buena resistencia a la fatiga
- Alto poder amortiguador
- Buenas propiedades de deslizamiento
- Resistencia sobresaliente al desgaste
Estas propiedades ofrecen a ingenieros y fabricantes un amplio rango de posibilidades de utilización que cumplen con los requerimientos de muchas industrias.
Muchas veces, el Nylon 6 responde exitosamente donde metales y otros materiales fallan.
Sus nombres comerciales más comunes: GRILON, NYLON, ERTALON, SUSTAMID, ETC.
Existen dos tipos básicos y diferentes de POLIAMIDA 6.
La extrusionada y la colada.
La colada puede llevar aditivos antiabrasión y lubricantes, siendo siempre superior en características a la extrusionada, aunque esta última aguanta mejor los impactos
Pladinyl (nylon 6 por colada)
Este plástico es especialmente diseñado para fabricar piezas mecánicas tal como, ruedas, engranajes, descansos, polines, poleas y en general todo tipo de piezas mecánicas para alta carga.
Dadas las condiciones de proceso del PLADINYL, éste posee propiedades mecánicas muy superiores a otros tipos de Nylon.
El PLADINYL STANDAR (PLADINYL S) viene en color verde oscuro (verde petróleo). También es fabricado el PLADINYL con aditivos que lo hacen muy autolubricante el cual se denomina PLADINYL-M y es de color amarillo

El nylon 66
Es de características parecidas al 6, pero mejora su resistencia a la rotura y especialmente su temperatura de funcionamiento en 15-24 grados por encima del 6.
La temperatura y el calor son los dos grandes enemigos de las poliamidas, especialmente cuando la velocidad lineal de deslizamiento es alta, puesto que toda la energía de rozamiento se transforma en calor, que puede provocar en casos límites pequeñas microsoldaduras, las cuales degeneran el material provocando más calor, y así sucesivamente. Por ello debe respetarse la temperatura máxima de uso.
Es el plástico de ingeniería más utilizado. Se fabrican con él engranajes, bujes, cojinetes, levas, poleas, ruedas, ruedas de cadena, engranajes autolubricados, sellos, partes de válvulas, arandelas, piezas, etc.
Nylamid
Plástico a base de Nylon que sustituye a los metales
Ventajas de las piezas fabricadas en Nylamid contra las piezas metálicas:
- Resulta más económico en unidad de volumen, comparándolo con los metales suaves y otros materiales
- Evita la instalación de costosos sistemas de lubricación
- Fácil de maquinar, por lo que se reducen los tiempos muertos por reposición de partes de equipo al ser fabricadas en este material.
- Su ligereza facilita el trabajo de los motores, por lo que se ahorra energía y se prolonga la vida útil del equipo. - Pesa de 2 a 8 veces menos que los metales que sustituye.
- Por sus características de absorber impacto se gana tener una maquinaria más silenciosa. Además de que soporta cargas que pueden fracturar los dientes de piezas de metal.
- Dieléctrico. Es ideal para piezas que van en equipos eléctricos o electromecánicos.
- Seguro, al no generar chispas, es segura su aplicación en ambientes inflamables, explosivos o altamente combustibles. Además de ser autoextinguible.
Nylamid es el plástico de ingeniería para la sustitución de piezas mecánicas gastadas o averiadas que por sus propiedades ofrece el menor tiempo de retorno a su inversión


Producción de fibras e hilos de Nylon-6 y Nylon-66
Todas las poliamidas lineales comerciales que funden por debajo de 280ºC son fundidas alrededor del punto de fusión en fibras porque el proceso e
s más barato.
Las fibras poliamídicas son fabricadas por hilado en punto de fusión (o extrusión) seguidas por texturizado (o estirado). En hilado, el polímero fundido se lleva desde un extrusor a una grilla metálica caliente, o directamente desde el proceso de polimerización continua a la máquina hiladora. El polímero fundido atraviesa un filtro y un hilador. Los filamentos fundidos que surgen son apagados a través de aire de flujo cruzado en una chimenea vertical, atenuado parcialmente en el estado fundido para lograr la densidad lineal del hilado deseado y parcialmente en el estado sólido para desarrollar algún grado de orientación. Los filamentos convergen y la preparación final es aplicada al hilo para proporcionar lubricación y protegerlo de la estática al enrollarlo en un carrete. En un proceso de dos pasos, los paquetes de hilados se retrasan primero en un área acondicionada para mantener su integridad. Los hilos se estiran entonces a un 30 a 600% de su longitud original, produciendo una mayor resistencia a la tensión, estiramiento menor, y cristalización orientada. El proceso del dibujo se controla y se modifica para lograr las propiedades del hilo para el uso específico. El dibujo convencional se usa para tenacidad moderada (ropa de hilado plano), y se aplica calor, seguido por un paso de relajación en caliente para alta tenacidad (hilos de cubiertas de bajo estiramiento). Para las alfombras y algunas aplicaciones de la ropa, los hilos planos son texturados para impartir suavidad y cobertura de fabricación. Las combinaciones de dos o más de los pasos anteriores en procesos consecutivos, como hilado - estirado o hilado – estirado - texturado, reduce costos industriales. Además del hilo de filamento continuo, el nylon se ofrece también en estopa, y formas de flóculos. Otro producto es hecho cortando hilos del filamento continuo en longitudes de 3 a 20 cm, este tipo de fibra puede ser procesado y mezclado con fibras naturales como por ejemplo lana y algodón.
Proceso de hilado de hebras de Filamento Continuo
En el primer proceso comercial de hilado de nylon, los pellets de polímero eran almacenados bajo nitrógeno a presión en una tolva hermética desde la cual fluían por gravedad a un rollo plano de 17 cm de diámetro calentado por un sistema central de Dowtherm. La presión de nitrógeno transportaba al polímero fundido a una bomba de engranajes, la cual forzaba al flujo a través de un filtro de arena y a una máquina hiladora; las temperaturas de operación se mantenían por un simple intercambiador de calor.
Los filamentos fundidos eran templados en una chimenea con paneles laterales con aire ambiente en contracorriente, y los filamentos templados convergían sobre una guía cerámica para formar el hilo simple. El acabado se aplicaba con un rodillo y el hilo era doblado sobre une bobina a unos pocos cientos de metros por minuto. El hilado era estirado, y luego doblado.
El proceso de polimerización continua del nylon utiliza directamente máquinas de hilado acopladas en forma directa, eliminando la necesidad de los pellets de polímero. La polimerización continua se utiliza para indumentaria de nylon, alfombras, filamentos industriales, y fibras cortadas. Otro avance en este campo fue el reemplazo de crisoles de red por extruders horizontales o verticales para la fundición de los pellets.
El polímero fundido debe enviarse rápidamente a la máquina de hilado en cantidades controladas, pues de lo contrario el tamaño de los filamentos variarán y los productos finales serán inaceptables estéticamente o en funcionamiento. Una bomba de medición provee el flujo exacto de polímero fundido por unidad de tiempo contra presiones de 70 MPa y a 300 C.
El polímero puede contener residuos de catalizadores, partículas tipo gel, aditivos precipitados, etc., los cuales obstaculizan los agujeros de la hiladora. Por lo tanto el polímero debe filtrarse y someterse a esfuerzos de empuje para lograr la homogeneidad deseada. Esta operación se realiza en una cavidad cilíndrica de 3.7 cm de diámetro, 3.7 cm de profundidad y rellena de capas de diferentes tipos de arena con las más finas en el extremo inferior y las más toscas en el extremo superior, con mallas que retienen la arena en su lugar. Más recientemente, las capas de arena han sido reemplazadas por pantallas especialmente diseñadas y metal sinterizado. Estos packs deben minimizar la posibilidad de puntos de estancamiento donde el polímero pudiera degradarse térmicamente.
En el mercado están disponibles máquinas hiladoras de disco de 500 a 4000 agujeros. Los filamentos fundidos entran al tope de una torre o chimenea, donde son templados o enfriados por aire a contracorriente. El flujo de aire se controla cuidadosamente para evitar la turbulencia, Hacia el fondo de la chimenea, los filamentos convergen para formar la línea de hilo en forma de V con husillos de cerámica cruzados. Esta línea de hilo pasa al piso, debajo del cual se aplica el acabado, y el hilo es enrollado sobre las bobinas de la hiladora. Los carreteles ovillan bobinas de 10-25 kg. con dos o más por carretel y a velocidades de 6000 m/min. Carreteles automatizados cambian las bobinas mecánicamente para la operación continua.
Alternativamente, el hilado múltiple puede alimentarse directamente desde un proceso continuo de polimerización. Las líneas de alimentación del polímero fundido se hacen tan cortas corno sea posible, y el polímero se distribuye a una serie de bombas y luego a hiladoras donde se forma la fibra. El hilado pasa a chimeneas de templado, acondicionadores de tubo, sobre rodillos de acabado y finalmente a los carreteles. Se utilizan carreteles adicionales para el cambio rápido de un nuevo rollo para evitar la pérdida de hilado. El hilo luego pasa a un transportador monorriel para las áreas de estiramiento. De los varios pasos del proceso de hilado, la filtración, extrusión, templado, y la aplicación de materiales de finalización son probablemente los más significantes en términos de su efecto sobre la calidad, resistencia y uniformidad de las fibras.
En una planta que produce aproximadamente 40.000-60.000 tn/año de fibras industriales, un gran número de hebras se hilan simultáneamente. Es deseable que cada extremo de la hebra sea de calidad uniforme a lo largo de su longitud con el objeto de lograr las especificaciones requeridas por la industria. Pueden lograrse extremos con más de 140 filamentos. Como regla general, cualquier defecto más grande que el 20% del diámetro del filamento puede resultar en una rotura. Un extremo simple con diferente orientación, diferente tratamiento térmico, o cambio en la humedad puede resultar en una raya en el género final. Por lo tanto, cualquier porción del polímero en el hilado debe ser tan reológicamente uniforme como sea posible.
Tanto como se incremente la velocidad de las bobinas de los carreteles, las regiones amorfas y cristalinas se vuelven más orientadas con respecto al eje de la fibra. Como resultado, la elongación y el estiramiento residual decrecen y la tenacidad se incrementa. Por ejemplo, en velocidades de 500 m/rnin, la elongación puede ser del 400-500% dependiendo de otras condiciones como el peso molecular del polímero, la temperatura de fusión, y el tex por filamento. A 1000 m/min, la elongación puede ser de 200-300% y declina al 60-70% para 3500 m/min. A 6000 m/min, el hilado requiere estirado para desarrollar las propiedades necesarias en aplicación para indumentaria.
Proceso de estirado
Continuamente el hilado se estira para desarrollar propiedades más satisfactorias. Una de las primeras formas de llevar a cabo el estirado era utilizar una máquina estiradora - dobladora, la cual estiraba y doblaba el hilado para hacer más cohesivas las hebras. Las bobinas de hilado se llevaban a esta máquina donde el hilado era estirado mediante su remoción de la bobina a una velocidad determinada, deteniéndose bruscamente por la acción de una chaveta caliente, y pasado sobre rodillo caliente de estiramiento, el cual rotaba más rápido que la velocidad de alimentación, según cantidad deseada de estiramiento.
Proceso de hilado y estirado
La combinación de los proceso de hilado y estirado reducen los costos de manufactura. Cuando se combina con la polimerización continua, este proceso se prefiere para hilados de filamento de nylon.
La principal diferencia de este proceso es la adición de cuchillas de estiramiento y un equipo de relajación.
El grado de estiramiento afecta las propiedades, como la tenacidad y la elongación. Si el grado de estiramiento se incrementa, generalmente aumenta la tenacidad y la elongación decrece. Como resultado, los grados más altos de estiramiento se utilizan pata hilados de neumáticos. Para alfombras e indumentaria los grados son menores.
Texturado
En general, los hilados texturados son hilados de filamentos con mayor volumen aparente o se hacen más extensibles por la distorsión mecánica de los filamentos. La distorsión puede producirse por el arqueado de los filamentos bajo una carga de compresión, por el doblado sobre un borde de pequeño diámetro, o por el doblado completo de las hebras. Los hilados arqueados de nylon pueden ser de tex fino (1.7-22 tex) para géneros tejidos, texturados y en forma de red para aplicaciones en indumentaria, o bien, de tex pesado (110-400 tex) para alfombras. Los hilados se texturan para obtener mayor recuperación desde la deformación, un sentido más placentero al tacto, mayores propiedades de recubrimiento y mayor calidez. Los requerimientos de uniformidad en la textura para hilados de filamentos continuos texturados son mucho más exactos que los de los hilados cortados.
Para obtener una textura estable al teñido y al lavado y con alta recuperación de los esfuerzos aplicados durante el lavado o uso de los productos finales, se requiere la operación de asentado por calor.
Producción de fibra cortada
La producción de fibras cortadas es mucho más simple que los hilados de filamentos, debido a que la rotura de un filamento en el proceso de hilado no es problemática, y la uniformidad de los filamentos no es crítica ya que los hilos cortados son mezclados. Muchos cientos o miles de filamentos pueden hilarse en una máquina de hilado, y muchos de los hilos pueden combinarse en un sistema de estirado, rizado y cortado. La polimerización se combina con el hilado para bajar los costos de procesamiento. Así como para los hilados de filamento, el polímero se funde en hiladores, los filamentos se templan, y se aplica la terminación. Los hilos luego se combinan para formar una estopa, la cual es estirada por su paso por rodillos calientes. En este paso puede aplicarse también la operación de acabado.
Secciones transversales modificadas
Los orificios convencionales de las hiladoras son circulares. Los métodos mejorados de maquinado, los avances en la tecnología de producción de fibra, y el estudio del efecto de las fibras perfiladas, por ejemplo, con secciones no circulares, en las características de la fibras (brillo, opacidad, permeabilidad al aire, resistencia a las manchas, aislamiento al calor) han dado mayor importancia a la producción de filamentos de secciones modificadas. El equipo de hilado y el proceso de producción para la producción de estos filamentos son similares a los equipos utilizados para filamentos de sección circular, excepto por la forma del orificio de la hiladora. Algunas de las condiciones del proceso que facilitan la producción de secciones bien definidas son la mayor viscosidad en estado fundido, la menor temperatura del polímero, y el templado rápido.
Los orificios de forma no circular se realizan en máquinas de electroerosión.
Un método de hilado depende de la coalescencia o fusión del flujo fundido debajo de la hiladora con la consecuente formación de filamentos simples no circulares. Otro método consiste en la extrusión del polímero fundido a través de los capilares perfilados, los cuales imponen la forma básica de la fibra.
El hilado simultáneo de una combinación de filamentos, el 50 % redondos y el 50% perfilados, reduce la densidad del paquete de fibras, y a su vez imparte calidez y permeabilidad a la humedad al género textil.
Se producen también filamentos de secciones huecas con el apropiado arreglo y diseño de los orificios, tal que el flujo fundido coalezca bajo la hiladora. Otro método es la inyección de gas en el filamento durante el estado fundido.
Proceso de acabado o terminación
Las funciones principales del acabado de la fibra son la de proporcionar lubricidad a la superficie y dar cohesión al hilado. En cualquier punto donde una fibra entra en contacto con otra superficie, es esencial la presencia de un lubricante para mantener la forma de la fibra. Desde la formación de los filamentos hasta que éstos llegan al producto final, debe realizarse el acabado para prevenir el daño a la fibra durante su procesamiento. Las causas principales de la rotura de los filamentos durante el estirado son la existencia de tensión excesiva y la generación de carga estática sobre el hilado. Estas se generan por la fricción entre filamentos y por la fricción generada cuando pasan por el husillo y por el calentador del proceso de estirado. Estos pasos generan calor, por lo cual se hace imposible la operación sin una adecuada protección por lubricación.
El acabado generalmente es una emulsión o una mezcla soluble en agua de uno o más lubricantes y un agente antiestático, que evita la carga estática que podría provocar la repulsión entre los filamentos dando un hilado de pobre cohesión. En general se agregan agentes humidificantes para la mejor distribución del acabado sobre el hilado. La concentración del acabado sobre la fibra, luego de la evaporación del agua es de aproximadamente 0.3-0.8% en peso.
Producción de Velcro
Las cintas velcro consisten de dos tipos de cintas de poliamida (nylon 66), uno llamado garfio o gancho, cubierto por cientos de garfios delgados (aproximadamente 50 unidades por cm2), y otro llamado lazo, formado por cientos de rizos delgados (también aproximadamente 50 unidades por cm2) Estas cintas son unidas por contacto y pueden ser fácilmente reabiertas por separación o acción de pelar. Cuando están cerradas, los ganchos de una cinta penetran los rizos de la otra, creando un cerrado ajustado, versátil y seguro. La aplicación de una fuerte presión, genera una buena acción de cerrado.
Detalle de las dos superficies que forman el velcro (Garfios y Rizos)


La cinta velcro (pegapega) puede ser lavada y secada, ya que no es una cinta metálica, no es corrosiva y tampoco se oxida. Esta cinta es resistente al calor, frío y a químicos ácidos y alcalinos. En su proceso es examinada abriéndola y cerrándola 15,000 veces. La cinta velcro puede ser hecha de nylon a través de un proceso que envuelve tejido, baños continuos de teñido, lavado, cosido especial, corte de los ganchos, corte en tiras, inspección, tejido, corte a medida y bobinado, para proporcionar una amplia variedad de productos en artículos para bebes, productos tejidos caseros, cuidado del cabello, ropa de moda, muebles del hogar, alfombrado, equipos de filtración, pelucas, guantes, artículos de cuero, calzados y bolsas, empaques de vinilo y plástico, equipos militares, productos médicos y de salud, sistemas de sonido, partes de automóviles, juguetes y juegos, productos de lona, equipos de campamento y excursión, artículos deportivos, y en la exhibición y venta de instrumentos. Este producto es utilizado para cualquier función relacionada con botones, cremalleras y corbatas. Las cintas pegapega no son un producto barato, pero los productos producidos con esta característica de ingeniería cumplen con su uso final.